
Entering Receivership...
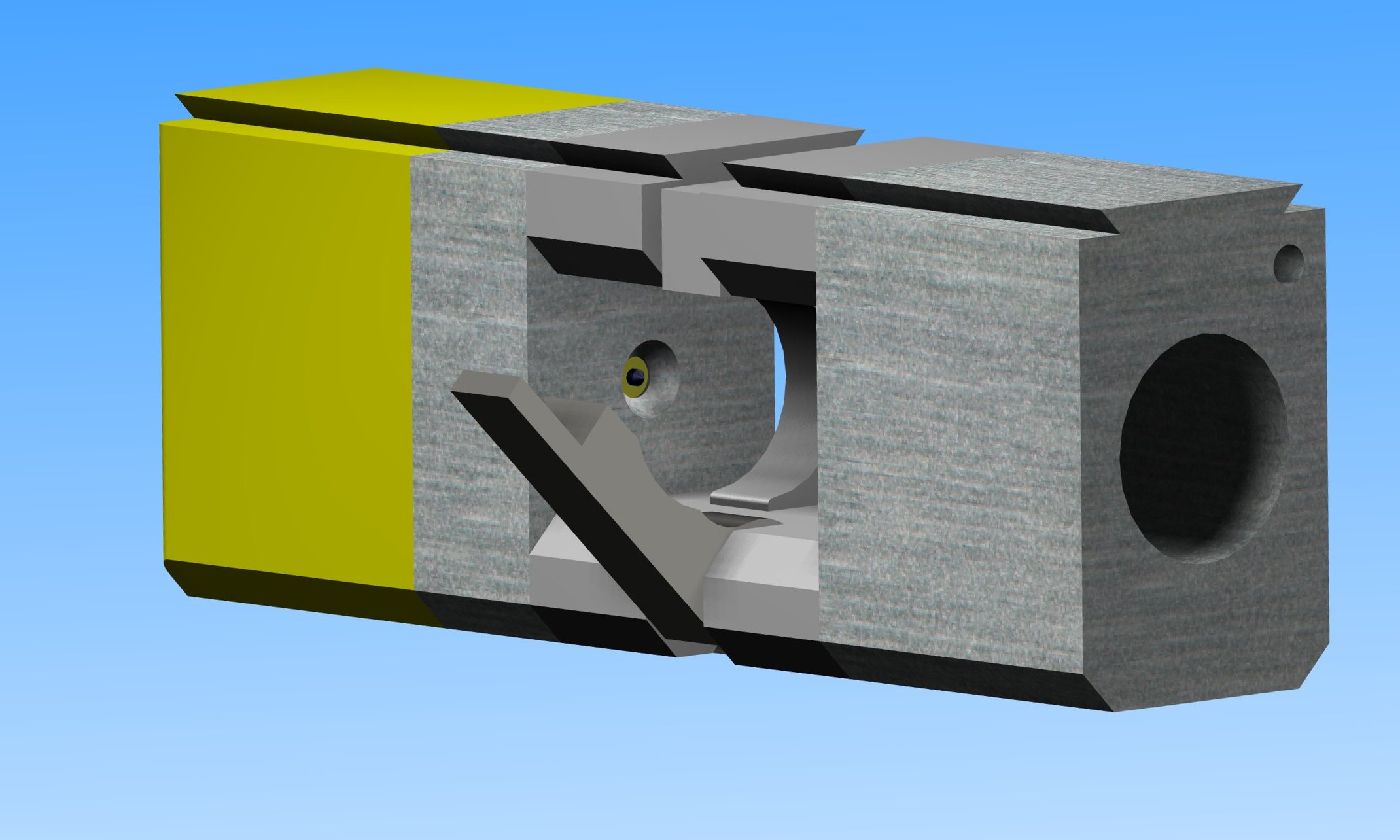 Making a barrel is relatively straightforward, as is constructing the loading
chamber, but the first design and construction issue came from trying to make the receiver. I initially thought
of making the CAD (computer-aided design) model shown here by machining it from a solid block of stainless steel.
This is still probably the best way to do it if you have access to CAM (computer-aided machining) and EDM
(electric discharge machining) systems. However, my basement has enough stuff in it already, so I had to figure
out another way to create the complex cavities in the receiver.
Making a barrel is relatively straightforward, as is constructing the loading
chamber, but the first design and construction issue came from trying to make the receiver. I initially thought
of making the CAD (computer-aided design) model shown here by machining it from a solid block of stainless steel.
This is still probably the best way to do it if you have access to CAM (computer-aided machining) and EDM
(electric discharge machining) systems. However, my basement has enough stuff in it already, so I had to figure
out another way to create the complex cavities in the receiver.
Since the cavities in the receiver are similar sizes, one can think of it as a series of individual blocks, so the design was changed from a solid block to a stacked series of stainless steel plates. The only problem then was to figure out how to hold them together. So - how strong do we need to make the receiver 'joints'? The largest caliber contemplated was 9mm, which has a projectile area of just about 0.1 square inches. If we assume a maximum chamber pressure of 20,000 PSI (probably WAY in excess of what black powder would do in a pistol), we have a force of about 2,000 pounds trying to 'disassemble' the receiver. If the chamber were simply through-bolted together, how many bolts would be needed and of what size? High-strength steel bolts have a tensile strength of 180,000 PSI, which translates to the following:
| Bolt size | Holding strength |
|---|---|
| #10-24 | 2700 lbs |
| #12-24 | 3800 lbs |
| 6mm-1 | 5300 lbs |
| 1/4-20 | 8200 lbs |
Of course, these are best-case strengths, but even a few 10-24 bolts should give a good margin. After a few design tries, I ultimately decided on using three of the 1/4" bolts, which gave a 10X-fold strength margin. With about a 30,000 PSI yield strength, the 303 stainless steel itself is a good deal softer than the bolts, but with their being screwed one inch into the front block, the retention strength matches the bolt strength. I used two bolts in the bottom and one in the top so I had the middle of the receiver bottom free for drilling and tapping to connect it to the handle of the pistol. With only a single bolt along the top, I also added a 1/8" rod to keep the top pieces aligned.
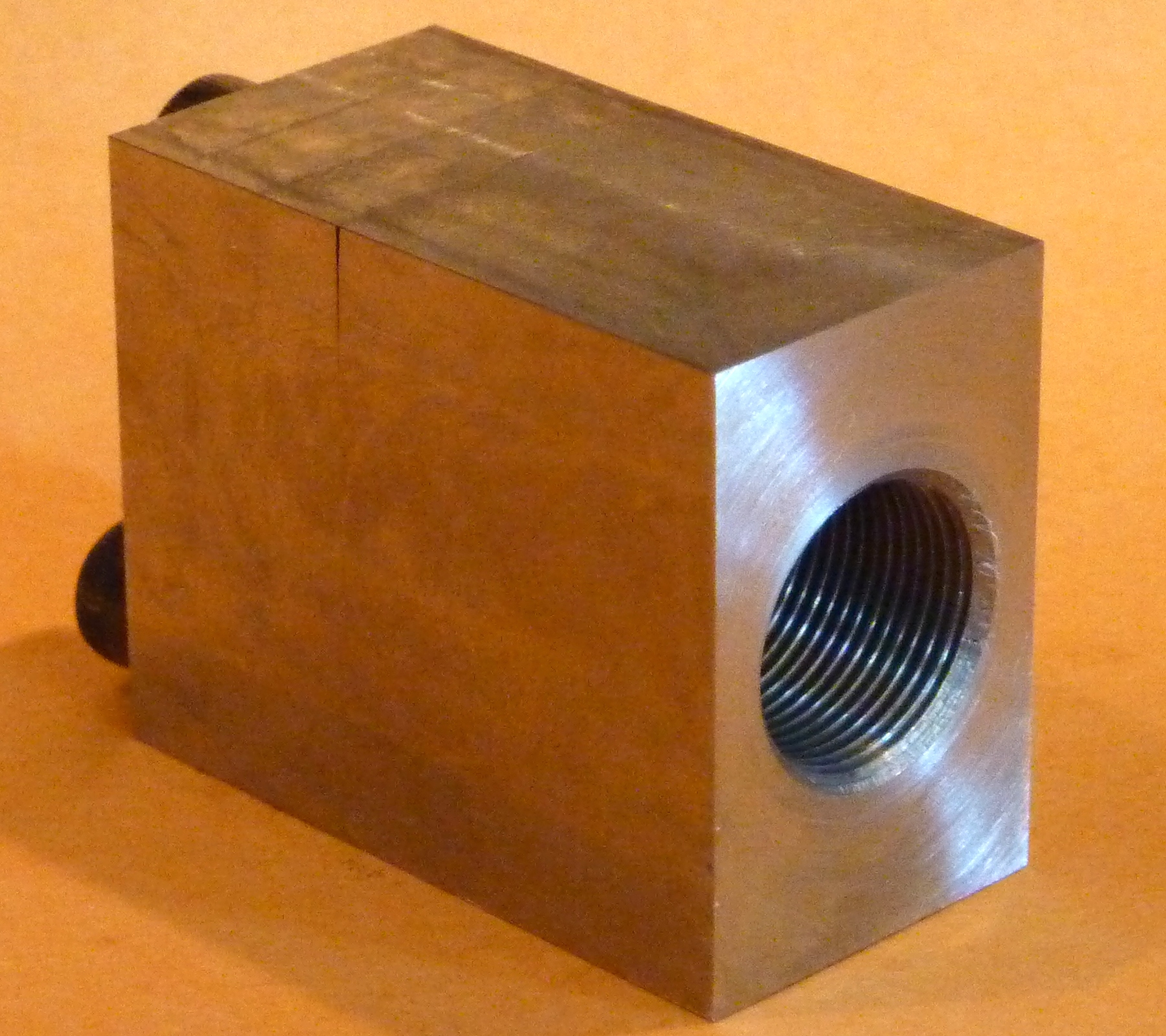
 To keep everything lined up, the back plate was first drilled, and then this was
used as a drilling template for each additional plate. An extra plate was added so it could be later used to make
the chamber latch. The stainless steel plates and the plastic end block were all bolted into a stack and machined
into a nice, smooth block measuring 1" X 1 1/4" X 4" inches.
To keep everything lined up, the back plate was first drilled, and then this was
used as a drilling template for each additional plate. An extra plate was added so it could be later used to make
the chamber latch. The stainless steel plates and the plastic end block were all bolted into a stack and machined
into a nice, smooth block measuring 1" X 1 1/4" X 4" inches.
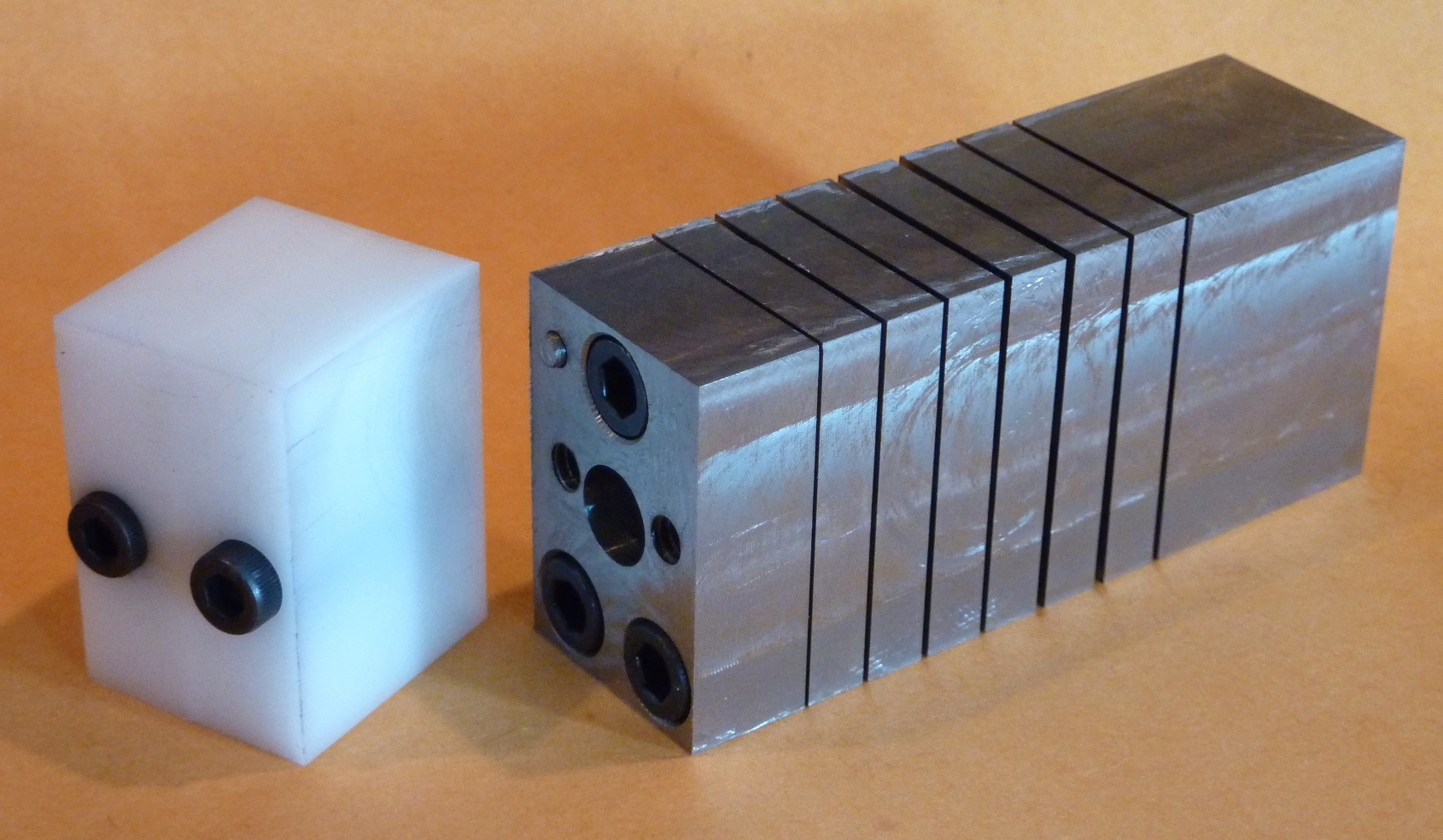
Here is how it looked after machining, with the pieces pulled apart a little to show the assembly.
IMPORTANT! Before disassembly, all the plates (except the extra one) were marked top and bottom so they could always be re-assembled in the correct order and positioning. There are now seven numbered pieces, counting from front to back.
Next, the front plate (into which the barrel will screw), the unmarked plate, and plates three and five were bolted together and bored to 5/8" using drills and a reamer so the exact dimension was maintained. The front one inch of the front block was then bored and tapped for an 11/16" X 20 thread. The rearward 1/8" of the front block was not tapped but remained at 5/8". Here is the block at various stages of this process.
 |
 |
 |
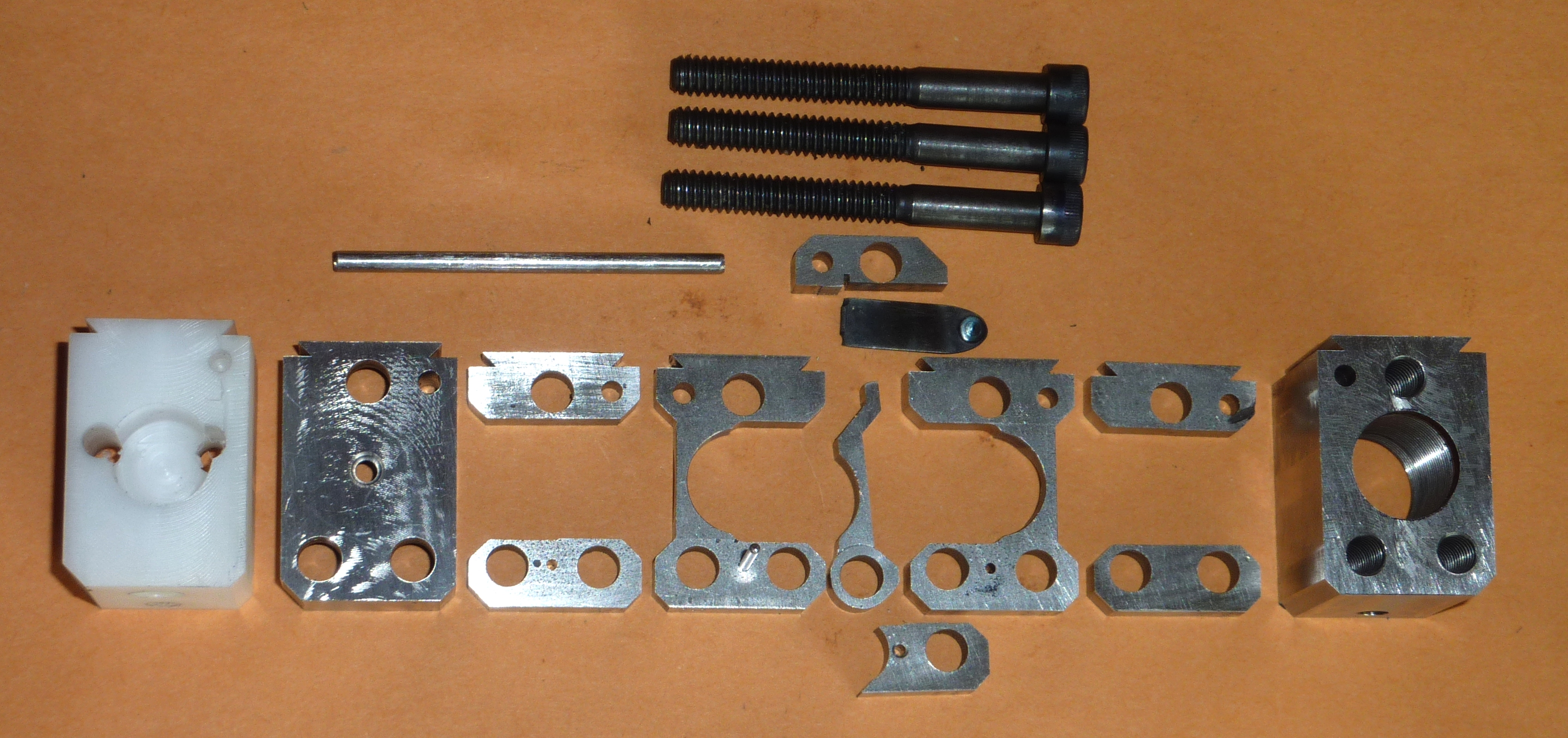 The pieces were then disassembled and final shaping was performed on a mill. The 'extra'
plate was used to form the chamber latch; it was done this way so it would fit exactly with its mates. Here is
what all the parts look like when spread out.
The pieces were then disassembled and final shaping was performed on a mill. The 'extra'
plate was used to form the chamber latch; it was done this way so it would fit exactly with its mates. Here is
what all the parts look like when spread out.
Barreling Along
There were basically two choices for making a barrel, finding barrel blanks and machining them or using barrel liners in a one inch 303 stainless steel rod. I opted for the latter because it gave the most flexibility - and because it was the cheapest way to do it... Barrel liners can be purchased from a number of sources; I bought mine from Track Of The Wolf. The barrel liners require that the barrel be bored out for their particular outside diameters, which is relatively easy if you have an existing barrel with a straight hole, but if you are boring an eight inch hole in a solid bar, it is VERY hard to keep it perfectly straight - in fact, it is almost impossible. Here is what I did to solve this problem.
I found that the most important step is to make sure the initial part of the hole is PERFECTLY straight and centered, and this can't be done just by drilling. First, I drilled a slightly undersized hole for about one inch. Next, using a boring bar, I bored out the hole to just fit the drill, which is usually 1/64" smaller than the ream which will be used; this ensures the drill will have a perfectly straight and centered start. The reaminder of the hole is slowly drilled out; if you don't have a counter-rotating end piece (as I don't), slightly rotate the drill holder each time you pull it out to clear the chips. This operation can't be rushed if you want a good result. After drilling and reaming, I almost always found that the far end of the barrel channel was not perfectly centered. To correct this, the barrel was mounted between centers and the exterior turned down to make a straight, perfectly centered barrel. Following this, one end was cut and threaded to mate with the receiver. The barrel is now ready for the liner.

 There are essentially two ways that liners are attached, soldering and glueing. Since solder
won't readily stick to 303 stainless steel, I opted for the glue, which is also a heck of a lot easier to do.
Although it may sound a little nuts to consider glueing a barrel liner in place, this is actually a very strong
and frequently used method. A two-part epoxy can be used, but my favorite material is Loctite® 680. This a
super-glue like product which does not need to be mixed with anything - you use it right out of the bottle. By
mysterious chemical magic, it is a slightly thick liquid in its bottle and stays that way if it sits on a
surface, but when it is confined to a thin film - such as between the barrel liner and barrel - it hardens in a
few minutes to form a very strong bond. How strong? The spec sheet says that one square inch will provide a
minimum of 3,500 pounds shear force, so on a 1/2" X 8" barrel liner, we have about 44,000 pounds of
holding power - even more than the bolts in the receiver provide! This thing is NOT coming apart.
There are essentially two ways that liners are attached, soldering and glueing. Since solder
won't readily stick to 303 stainless steel, I opted for the glue, which is also a heck of a lot easier to do.
Although it may sound a little nuts to consider glueing a barrel liner in place, this is actually a very strong
and frequently used method. A two-part epoxy can be used, but my favorite material is Loctite® 680. This a
super-glue like product which does not need to be mixed with anything - you use it right out of the bottle. By
mysterious chemical magic, it is a slightly thick liquid in its bottle and stays that way if it sits on a
surface, but when it is confined to a thin film - such as between the barrel liner and barrel - it hardens in a
few minutes to form a very strong bond. How strong? The spec sheet says that one square inch will provide a
minimum of 3,500 pounds shear force, so on a 1/2" X 8" barrel liner, we have about 44,000 pounds of
holding power - even more than the bolts in the receiver provide! This thing is NOT coming apart.

 The joint between the barrel and liner is quite thin and not easily seen, but if you
want the muzzle end of the barrel to look absolutely perfect, peen in the end of the barrel slightly and then
force the liner through the constriction; this creates a completely invisible joint when it is cleaned up. To use
the glue, make sure the liner and barrel are completely clean, degreased and dry; the outside of the barrel liner
may need to be lightly sanded with wet emery if the surface is glazed. Then, wet the inside of the barrel with
the glue and coat the outside of the liner with a generous amount. Slide the parts together with a twisting
motion, making sure to feed enough glue into the joint so no air pockets are created; if you peened the muzzle
end, you must feed the liner from the breech. NOTE: Don't dawdle; the glue can become stiff in a couple of
minutes. Leave a little bit of liner sticking out of each end. You will now have a slightly sloppy barrel, so
wipe off any excess and set it aside for a couple of hours in a warm place; it will completely harden in 24 hours
but can be worked after about two hours or less. When set up, you will find the excess glue on the outside is
still liquid, so you can scrub it off; I clean it completely with isopropyl alcohol to remove any last
traces.
The joint between the barrel and liner is quite thin and not easily seen, but if you
want the muzzle end of the barrel to look absolutely perfect, peen in the end of the barrel slightly and then
force the liner through the constriction; this creates a completely invisible joint when it is cleaned up. To use
the glue, make sure the liner and barrel are completely clean, degreased and dry; the outside of the barrel liner
may need to be lightly sanded with wet emery if the surface is glazed. Then, wet the inside of the barrel with
the glue and coat the outside of the liner with a generous amount. Slide the parts together with a twisting
motion, making sure to feed enough glue into the joint so no air pockets are created; if you peened the muzzle
end, you must feed the liner from the breech. NOTE: Don't dawdle; the glue can become stiff in a couple of
minutes. Leave a little bit of liner sticking out of each end. You will now have a slightly sloppy barrel, so
wipe off any excess and set it aside for a couple of hours in a warm place; it will completely harden in 24 hours
but can be worked after about two hours or less. When set up, you will find the excess glue on the outside is
still liquid, so you can scrub it off; I clean it completely with isopropyl alcohol to remove any last
traces.
Face off the muzzle perfectly flat and crown it. I form the crown by using a round 600 grit diamond bur (from Lasco Diamond Products), held against the muzzle opening as the barrel is rotated in the lathe. Using water (spit) as a lubricant, slowly turn and wiggle the bur to make sure the cut is even. This makes a perfect and polished crown in about a minute. The breech is similarly treated, except a conical bur is better used to create a forcing cone. Because the geometry of the pistol virtually ensures perfect alignment of the chamber and barrel, the forcing cone does not need to be much wider than the groove depth.
Really REALLY important!! If barrels of different calibers are made, they should NEVER use the same length chambers, which means the barrel-to-receiver back spacing must be different for each caliber, and it is preferable that the chambers for larger calibers be slightly longer than those for smaller ones; I space them by 0.020". This way, a chamber for a large caliber can't be inadvertently used with a smaller caliber barrel, and although a small caliber chamber could be used with a large caliber barrel, no damage would result.
Chamber Your Rounds
The chambers are made from precision-ground 5/8" 303 stainless steel rod, which can be obtained from McMaster-Carr. Because it is precise, the outside needs no further finishing, and it fits perfectly in the channels made by the 5/8" reamer. The front of the chamber is faced drilled for whichever load will be used and the face should be polished and de-burred. Note that if you are going to use a powder charge less than the chamber holds, you can either initially drill a stepped chamber or Loc-Tite® a sleeve into the powder-holding section of the chamber once the correct powder charge is known. The chamber is then cut slightly over its final length and slowly reduced to the correct size. I use a diamond block held against the chamber front as it is rotated in a lathe for final size adjustment; the chamber should fit within 0.001" if one is careful. After cutting to size, a 0.040" flash hole is drilled in the center of the chamber back to communicate to the main charge.

 One
possible problem with a chamber like this is that if gas escaping from the touch hole has nowhere to go, pressure
will build up and push the chamber foreward, possibly damaging the barrel. To alleviate this, a ring 0.008"
deep and 0.325" in diameter is cut into the center of the chamber back. This allows gas to escape and be
channeled away by the grooves cut into the receiver back face, but the 0.008" spacing between the igniter
and the touch hole does not allow any priming powder to escape.
One
possible problem with a chamber like this is that if gas escaping from the touch hole has nowhere to go, pressure
will build up and push the chamber foreward, possibly damaging the barrel. To alleviate this, a ring 0.008"
deep and 0.325" in diameter is cut into the center of the chamber back. This allows gas to escape and be
channeled away by the grooves cut into the receiver back face, but the 0.008" spacing between the igniter
and the touch hole does not allow any priming powder to escape.
An Electric Match

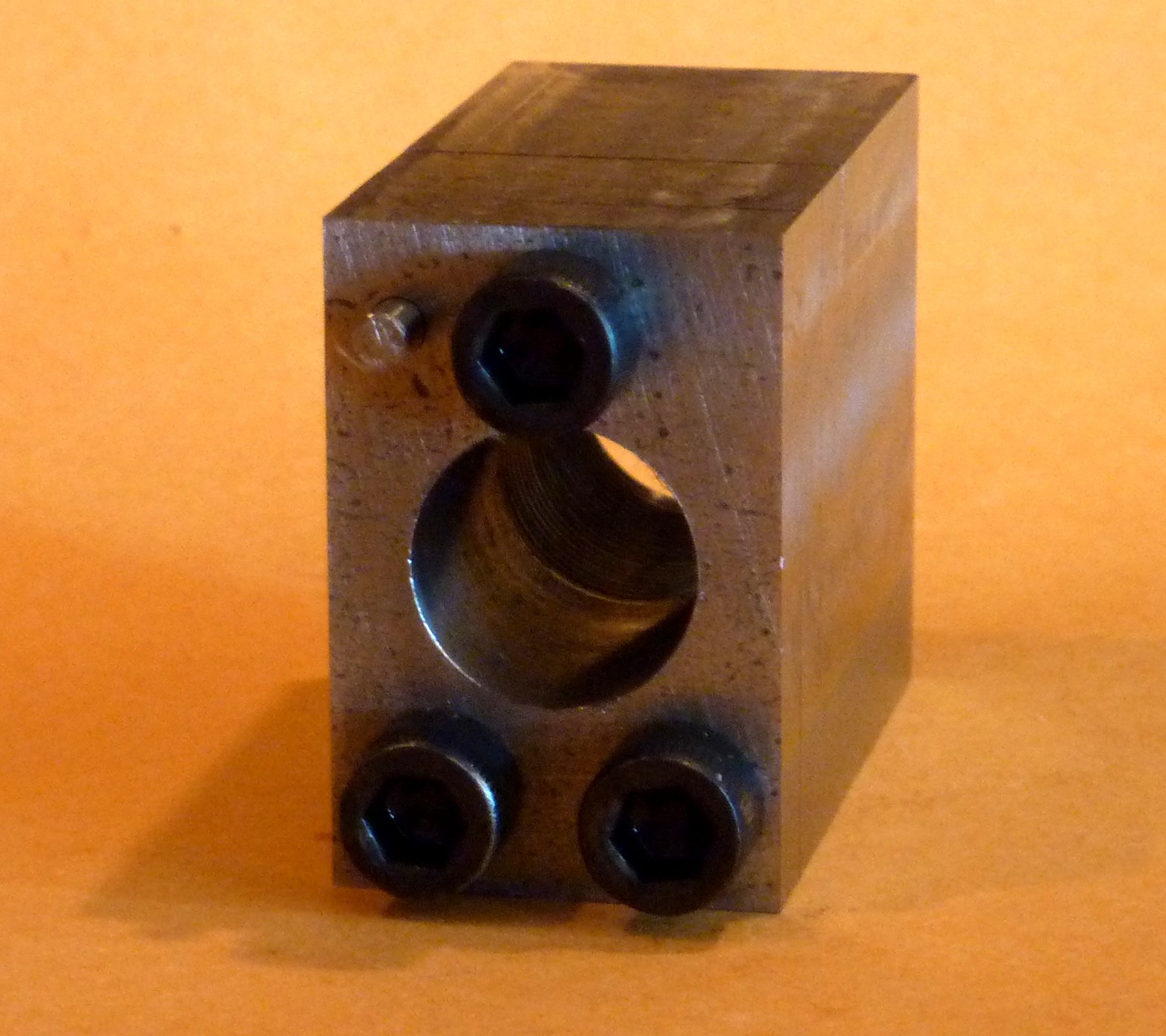
 The front face of the rearmost receiver block, as seen above right, has a 1/8"
diameter, 0.200" hole drilled in line with the touch hole in the chamber. The hole is chamfered with a
.25" ball-end mill. The rear of the chamber (shown on the left) is partially drilled to accept a 0.375"
stainless rod which holds the insulator and ignition electrode. The insulator is made from a 0.200"
diameter, 0.260" long titanium ceramic rod which has a 300,000 psi compression strength and excellent
corrosion resistance at high temperature and sits in a 0.250" hole. I first make the stainless holder as
shown in the drawing and then fix a very slightly oversized rod in place with the Loc-Tite. Holding the holder in
a rotating lathe chuck, a 0.050" hole is (slowly) drilled through the ceramic using a drill from Lasco. The
face of the ceramic is finished perfectly flat by grinding it with the flat part of a diamond disc saw while the
lathe and holder are rotating. The holder is then assembled into the hole in the receiver place with Loc-Tite,
using pressure from a flat-sided machinists vise to force the slightly protruding ceramic into the metal of the
reciever. After the glue hardens for a few hours, the assembly can be removed from the vise. One problem with a
stainless steel (or titanium) electrode is that it can't be easily soldered, so I braze on a tiny bit of
silver solder at the rear end, which solves the problem. The electrode is then glued in place - use isopropanol
or some other solvent to remove the unreacted glue form the pit and the rear of the holder. The open area in the
holder's rear is filled with epoxy to provide lateral stability. A short connecting wire attaches the
electrode to the contact in the receiver rear (shown below).
The front face of the rearmost receiver block, as seen above right, has a 1/8"
diameter, 0.200" hole drilled in line with the touch hole in the chamber. The hole is chamfered with a
.25" ball-end mill. The rear of the chamber (shown on the left) is partially drilled to accept a 0.375"
stainless rod which holds the insulator and ignition electrode. The insulator is made from a 0.200"
diameter, 0.260" long titanium ceramic rod which has a 300,000 psi compression strength and excellent
corrosion resistance at high temperature and sits in a 0.250" hole. I first make the stainless holder as
shown in the drawing and then fix a very slightly oversized rod in place with the Loc-Tite. Holding the holder in
a rotating lathe chuck, a 0.050" hole is (slowly) drilled through the ceramic using a drill from Lasco. The
face of the ceramic is finished perfectly flat by grinding it with the flat part of a diamond disc saw while the
lathe and holder are rotating. The holder is then assembled into the hole in the receiver place with Loc-Tite,
using pressure from a flat-sided machinists vise to force the slightly protruding ceramic into the metal of the
reciever. After the glue hardens for a few hours, the assembly can be removed from the vise. One problem with a
stainless steel (or titanium) electrode is that it can't be easily soldered, so I braze on a tiny bit of
silver solder at the rear end, which solves the problem. The electrode is then glued in place - use isopropanol
or some other solvent to remove the unreacted glue form the pit and the rear of the holder. The open area in the
holder's rear is filled with epoxy to provide lateral stability. A short connecting wire attaches the
electrode to the contact in the receiver rear (shown below).
Getting A Grip On Things
 The grip was milled from a 3/4" block of delrin and
shaped so it would fit a standard Colt 1911 set of grip panels. The handle area under the panels was milled out
to accept the electronics and wiring, and the grip was made so it could be easily attached and detached from the
receiver by 12-24 screws at either end.
The grip was milled from a 3/4" block of delrin and
shaped so it would fit a standard Colt 1911 set of grip panels. The handle area under the panels was milled out
to accept the electronics and wiring, and the grip was made so it could be easily attached and detached from the
receiver by 12-24 screws at either end.
To allow current to flow from the grip electronics into the igniter in the reciever, two springs were inlet into the grip which mated with contact points on the reciever. The 'ground' was the metal of the receiver itself, and the 'hot wire' contact was a screw imbedded in the plastic back of the receiver. The contact was wired to the electrode as shown above. When assembled, the plactic back of the receiver was screwed to the receiver body, the joint being sealed with gasket glue, making it completely waterproof.
Wire We Doing It This Way


The electronics are fairly straightforward. A 3V lithium battery is connected through a switch just below the
trigger guard (the 'charging stud') to a fluorescent lamp inverter. The inverter steps up the battery
voltage to about 300VAC, which flows through a diode to charge a photoflash capacitor salvaged from a disposable
camera. When the trigger is pulled, it acts as a switch, sending the current into the receiver electrode where it
ignites the powder. The voltage is low enough that it will not cause a spark-like ignition on its own, but if the
current flows through a slightly conductive medium (black powder), it instantly setting it off. The wiring to and
from the various components runs in milled channels on the opposite side of the grip body.
Quick On The Trigger


The photo on the left shows the trigger and trigger switch mounted on the right outer side of the grip so that
their relative positions can be seen; the components will eventually be mounted in a slot inside the grip. On the
right, there is a close-up of the trigger switch itself. The switch design is known as a 'crossbar
contactor' because the circuit between the two washers is completed when a conductive bar in the trigger
makes contact with them; wires soldered to the washers carry the current to the igniter electrode. This design
does not need the trigger itself to be wired and is capable of handling high currents. Between the crossbar and
the switch, the rear of the trigger has a wedge shape, which bears against a glob of silicone between the
washers. This acts like a spring to hold the crossbar off the contacts until enough trigger pressure is applied
to compress the silicone and allow contact to be made.
One special thing about an electric firing mechanism is that it is easy to have a trigger with a 'perfect pull'. As pressure is increased on the trigger, there is no perceptable 'creep' or other warning that the gun is about to fire. The gun goes off the instant the crossbar makes contact with the washers, and there is absolutely no over-travel. As many times as I have fired the pistol, I am always 'surprised' when it goes off.
